Input Shaping¶
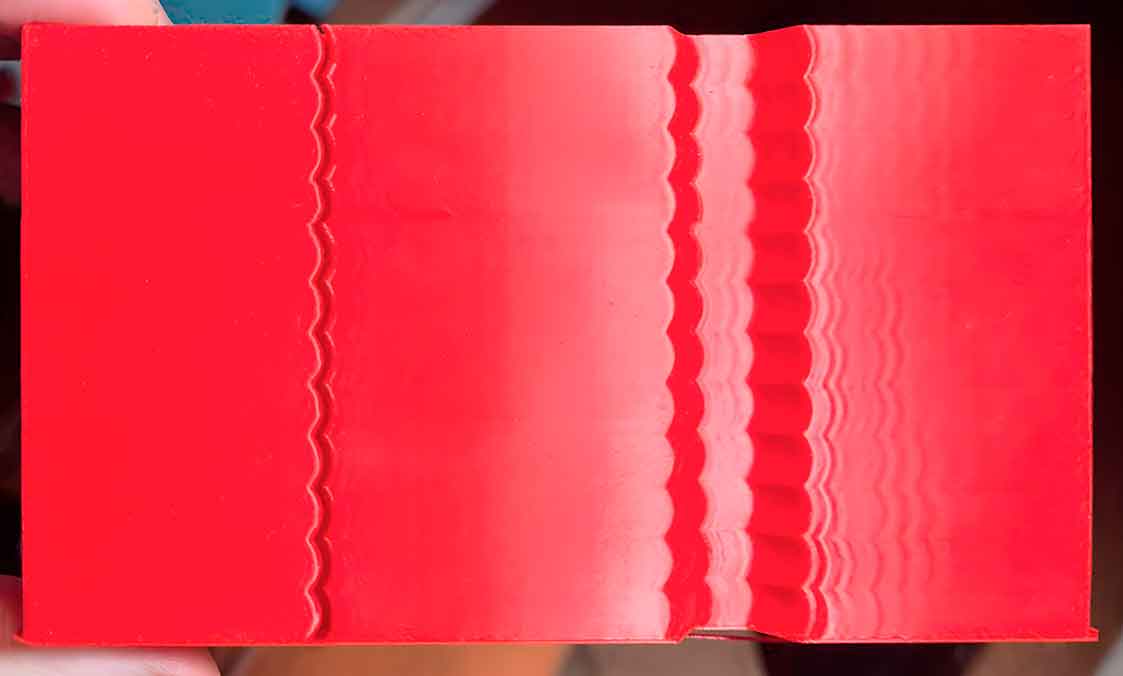
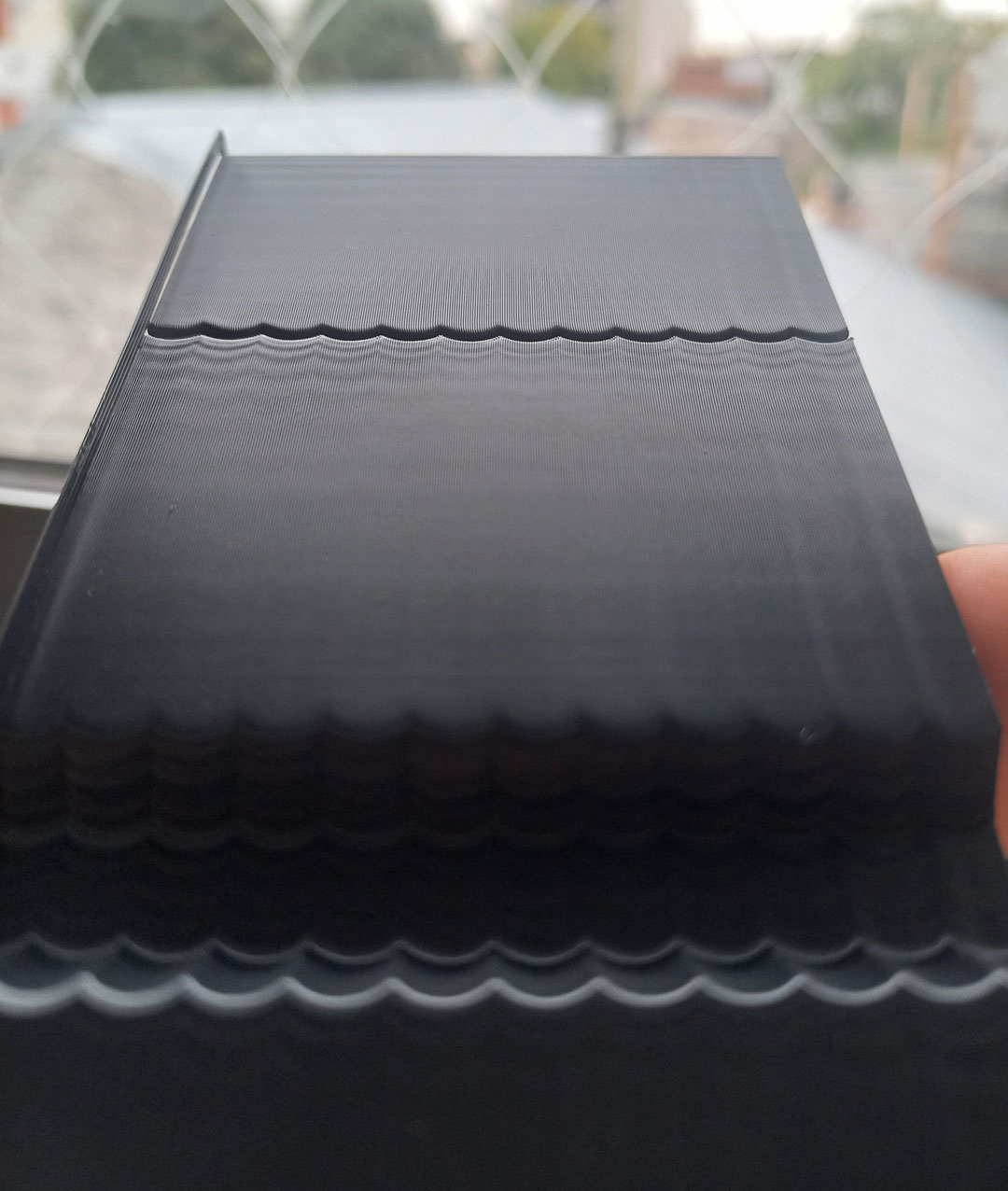
During high-speed movements, vibrations can cause a phenomenon called "ringing," where periodic ripples appear on the print surface. Input Shaping provides an effective solution by counteracting these vibrations, improving print quality and reducing wear on components without needing to significantly lower print speeds.
Note
Some Printers have built-in accelerometers that can be used to automatically measure the resonant frequencies of the printer.
If your printer has one, consider using it as it can provide more accurate results in less time and usually is autosaved into the printer firmware.
Tip
It's usually recommended to perform Input Shaping calibration once a year or after any mechanical or structural changes such as relocation, changing the support surface, new belts, motors, frame, etc.
Important
RepRap can only set one frequency for both X and Y axes so you will need to select a frequency that works well for both axes.
Types¶
It is usually recommended to use MZV, EI (specially for Delta printers) or ZV as a simple and effective solution.
Not all Input Shaping types are available in all firmware and their performance may vary depending on the firmware implementation and the printer's mechanics.
Default¶
When "Default" is selected, the firmware's default input shaper will be used.
Every firmware and even its version may have a different default type but usually are:
- Klipper: MZV
- Marlin: ZV
- RepRap:
- Version >= 3.4: MZV
- Version < 3.4: DAA
- Version < 3.2: DAA (without damping option)
Version Table¶
| Type | Name | Klipper | RepRap | Marlin 2 |
|---|---|---|---|---|
| MZV | Modified Zero Vibration | >=0.9.0 | >=3.4 | - |
| ZV | Zero Vibration | >=0.9.0 | = 3.5 | >2.1.2 |
| ZVD | Zero Vibration Derivative | >=0.9.0 | >=3.4 | - |
| ZVDD | Zero Vibration Double Derivative | - | >=3.4 | - |
| ZVDDD | Zero Vibration Triple Derivative | - | >=3.4 | - |
| EI | Extra Insensitive | >=0.9.0 | - | - |
| 2HUMP_EI / EI2 | Two-Hump Extra Insensitive | >=0.9.0 | >=3.4 | - |
| 3HUMP_EI / EI3 | Three-Hump Extra Insensitive | >=0.9.0 | >=3.4 | - |
| FT_MOTION | Fixed-Time Motion | - | - | >2.1.3 |
| DAA | Damped Anti-Resonance | - | < 3.4 | - |
Calibration Steps¶
Pre-requisites:
- Use an opaque, high-gloss filament to make the ringing more visible.
- In OrcaSlicer, set:
- Acceleration high enough to trigger ringing (e.g., 20000 mm/s²).
- Speed high enough to trigger ringing (e.g., 200 mm/s).
Important
It's recommended to use the fastest acceleration, speed and Jerk/Junction Deviation your printer can handle without losing steps.
This test will set the values to high values limited by your printer's motion ability and the filament's max volumetric speed (avoid materials below 10 mm³/s).
- Select the Test Model ´Ringing Tower´ (Recommended) or ´Fast Tower´ (Reduced version useful for printers with high ringing).
- Select the Input Shaper Type you want to test. Each firmware has different types available and each type has different performance.
- Select a range of frequencies to test. The Default 15hz to 110hz range is usually a good start.
- Select your damping. Usually, a value between 0.1 and 0.2 is a good start but you can change it to 0 and your printer will use the firmware default value (if available).

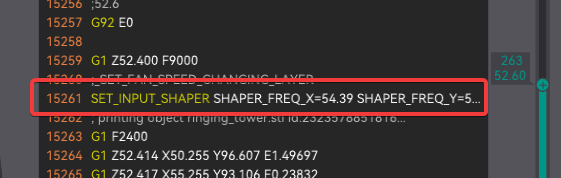
- Measure the X and Y heights and read the frequency set at that point in OrcaSlicer.
- Marlin:
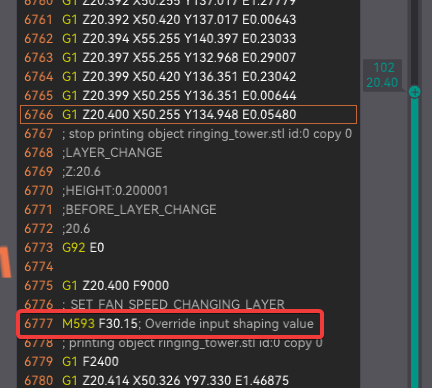
- Klipper:
- Marlin:
- If not a clear result, you can measure a X and Y min and max acceptable heights and repeat the test with that min and max value.
- Measure the X and Y heights and read the frequency set at that point in OrcaSlicer.
- Print the Damping test setting your X and Y frequency to the value you found in the previous step.

- Measure the X and Y heights and read the damping set at that point in OrcaSlicer.
- Marlin:
- Klipper:
- Marlin:
- Measure the X and Y heights and read the damping set at that point in OrcaSlicer.
- Restore your 3D Printer settings to avoid keep using high acceleration and jerk values.
- Save the settings
- Into your printer firmware settings save the values you found (Type, frequency/cies and damp)
-
Save it into Orca's printer profile settings in Printer settings/ Machine G-code/ Machine start G-code using the following G-code:
-
Klipper:
- Skeleton:
SET_INPUT_SHAPER SHAPER_TYPE=TYPE SHAPER_FREQ_X=#Xfrequency DAMPING_RATIO_X=#XDamping SHAPER_FREQ_Y=#Yfrequency DAMPING_RATIO_Y=#YDamping- Example:
-
Marlin:
- Skeleton:
- Example
-
RepRap:
- Skeleton: for RepRap 3.3 and later
- Example RepRap 3.4 and later
- Skeleton: for RepRap 3.2 and earlier
- Example Legacy (RepRap 3.2 and earlier)
-
Fixed-Time Motion¶
TODO: This calibration test is currently under development. See the Marlin documentation for more information.
Credits¶
- Input Shaping Calibration: @IanAlexis and @RF47
- Klipper testing: @ShaneDelmore